第11章 配送センター計画例
第10章のEIQ分析結果から配送センターの基本システムを計画する例を示す。
Ⅰ はじめに
-
図面・表番号の参照先: 本章で引用される図面や表の番号は、第15章のExcel例題「EX0」に基づいています。Excel内の対応シート名は「EX0-000」の形式で記されています。
-
仮定条件の重要性: EIQ分析の結果だけでは計画立案には不十分なため、不足している必要条件を「仮定条件」として設定し進行します。データの読み解き方は人により異なるため、数学のように正解が一つに定まるわけではなく、条件の設定や考え方次第で多様な解決策が生まれます。
-
EIQ法による計画立案の2大原則:
-
繰り返し法: 一度決定した答えであっても、計画を進める中で他の条件との整合性を図るために変更を余儀なくされることがあります。この修正・検討を繰り返すことで、より精度の高い計画案を練り上げます。
-
よい加減法: 用いるデータはあくまで概略の数字であり、それに基づく算出結果も実務上有効な範囲での「概略(よい加減)」として扱います。例えば在庫量などは日々変動するため、厳密すぎる正確さを求めるよりも、実態に即した柔軟な数値を活用します。
-
Ⅱ EIQデータ
拠点規模と物流負荷の推定
-
基礎データによる特性判断:
-
注文件数 (E): 12軒
-
注文種類数 (I): 33種類
-
全注文量 (Q): 1,678ケース
-
全注文点数 (EN): 166点
-
これらのデータから、出荷種類が少なく出荷数量が多い「小品種多量型」の配送センターであると推定されます。詳細は第15表・例題EX0-DATAに準拠します。
-
-
DCスケールによる規模評価:
-
DCサイズ: 41,490 C-DCサイズ
-
DCスケール: 204 C-DCスケール
-
算出されたDCスケールが小さいため、拠点としては「あまり大きくない規模」に分類されます。
-
-
物理的なボリューム想定(仮定条件の適用):
-
パレット換算: 1パレット=24ケースと仮定すると、総出荷量は約70パレットになります。
-
車両台数(配送負荷):
-
10トン車(1台10パレット積載):7台分の物量
-
4トン車(1台200ケース積載):8台分の物量
-
-
これらは平均値であり、ピーク日にはこの2~3倍の負荷がかかることを想定して計画する必要があります。
Ⅲ DCスケール(EX0―レーダ)
-
規模の定量評価:
-
レーダーチャートから算出された数値は、DCサイズが41,490、DCスケールが204となります。
-
このDCスケールの値から、当該拠点は配送センターとしては「あまり大きくない規模」であると判断されます。
-
-
物量と配送負荷の具体的想定:
-
総出荷量1,678ケースをパレット換算(1枚24ケースと仮定)すると、約70パレットに相当します。
-
これを車両台数に当てはめると、10トン車で7台分、4トン車(1台200ケース積載)では8台分の物量となります。
-
計画立案にあたっては、ピーク日にはこれらの平均値の2〜3倍の負荷がかかることを想定しておく必要があります。
-
-
Ⅳ 在庫量および在庫種類
在庫量と種類別構成の推定
-
総在庫規模の仮定(仮定2・3):
-
在庫量が不明な場合、配送センター計画では平均出荷日の一定日数分を仮定します。
-
本例題では「20日分」と仮定し、1日約70パレット × 20日 = 1,400パレット規模の倉庫として設計を進めます。
-
-
品目別(種類別)在庫量の推定(仮定4・5):
-
IQ分析から得られた1日の出荷量に基づき、在庫の最大・最小を推定します。
-
最大出荷品目: 1日267ケース × 20日 = 5,340ケース(約220パレット)。
-
最小出荷品目: 1日1ケース × 20日 = 20ケース(約1パレット)。
-
-
分析の妥当性確認:
-
これらの数値は1日分のデータからの推定であるため、1ヶ月間のEIQ分析(出荷実績)や実際の在庫ABC分析と比較して精度を高めることが推奨されます。
-
在庫ABC分析は「現在の保管状況」を、1ヶ月のEIQ分析は「実際の荷動き」を表すため、両者の比較が重要です。
-
-
個別在庫量の算出(表7・仮定6):
-
表7(第15章参照)では、IQ分析の各品目出荷量を一律20倍することで、品目ごとの必要在庫量を推定しています。
-
Ⅴ どのような作業か。
IQ-PCB分析表(EX0-IQ-PCB 表10)に基づき、総出荷量を荷姿別の作業単位に分解します。
-
出荷ボリュームの内訳:
-
パレット出荷: 28パレット
-
ケース出荷: 1,006ケース(パレット換算で約42パレット相当)
-
-
倉庫作業モデルの定義:
-
P ⇒ P(パレット保管・パレット出荷): 28パレット分の作業。パレット単位で入庫し、そのままの形態で出荷される効率的なフローです。
-
P ⇒ C(パレット保管・ケース出荷): 1,006ケース分の作業。パレットで保管されている在庫から、必要なケース数を抜き出して出荷するピッキング作業が発生します。
-
Ⅵ パレット出荷
保管・ピッキングシステム
-
品目別の在庫特性:
-
パレット出荷数は28パレットと多くありませんが、1種類あたりのパレット保管量は大きい傾向にあります。
-
上位2種類はそれぞれ200パレット以上の在庫があり、17種類目でも11パレットの在庫を保持しています。
-
IQ分析表(表5)によると、上位4種類で出荷量の55%、上位17種類で96%を占めています。
-
-
基本保管システム(補管):
-
1種類あたりの在庫量が多いため、保管は「山積み」を基本とします。
-
奥行10列 × 3段 × 47間口 = 1,410パレット(仮定7)の保管キャパシティを想定します。
-
1パレット以下の在庫は2種類のみであるため、全種類において山積みが可能な構成です。
-
-
ピッキングシステム(動管):
-
IQ-PCB分析(表10)より、パレットからケースを抜き出す作業(P ⇒ C)において、1〜5パレットの作業量が約10種類存在します。
-
ケース・ピッキングの効率化を考慮すると、「パレット・フローラック(流動棚)」が適した基本システムとなります。
-
-
システム構成の結論:
-
保管エリアを「補管(リザーブ)」と「動管(ピッキング)」に分離します。
-
山積みの補管エリアと、数パレット分の奥行きを持つパレット・フローラックの動管エリアを組み合わせたシステムを基本とします。
-
VII. ケース出荷
動管設計と設備計画の修正
-
動管(ピッキング)の設備選定(仮定8):
-
IQ-PCB分析(表10)によると、最大ケース出荷量は5パレット分に達し、上位数種類も数パレット分のスペースを必要としています。
-
下位品目には1パレット以下のものもありますが、種類数が少ないため、全37種類を「パレット・フローラック(流動棚)」で管理することを基本とします。
-
設計スペック: 奥行5パレット × 37列(37間口)= 185パレット の容量を確保します。これにより全37種類の間口が揃い、ピーク時以外はピッキング中の補給作業をほとんど不要にできます。
-
-
保管量(補管エリア)の再計算(仮定9):
-
動管として185パレット分を割り当てたため、リザーブ(補管)としての山積み保管量は、総在庫1,410パレットから動管分を差し引いた1,225パレットで足ります。
-
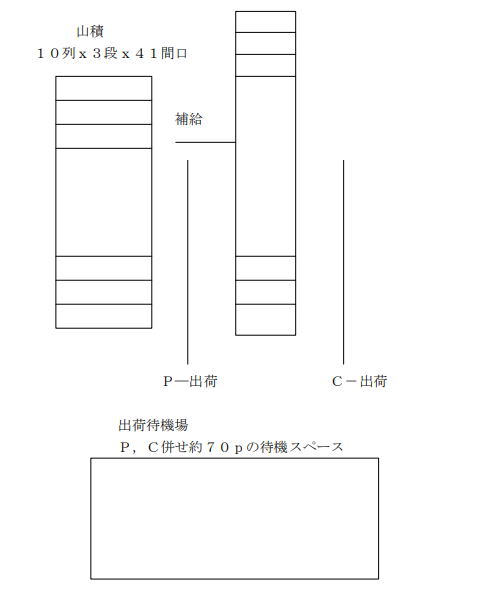
修正後の保管キャパシティ: 奥行10列 × 3段 × 41間口 = 1,230パレット とし、当初の仮定7からこの数値に変更します。
-
-
基本システムの結論:
-
「山積み保管(補管)」と「パレット・フローラック(動管)」を組み合わせたハイブリッド運用が本拠点の基本システムとなります。
-
Ⅷ EX0の基本システム
基本システムの確定と決定プロセス
-
基本システムの構成: 例題EX0の基本システムは、提示された各仮定条件に基づき、「山積み補管(リザーブ)」と「パレット・フローラック(動管/ピッキング)」を組み合わせたシステムとして定義されます。
-
設備スペックの再検討: これらの保管方法における具体的な「間口数」などの詳細については、単日のデータだけでなく、数日間および1ヶ月間のEIQ分析データを用いて多角的に再検討する必要があります。
-
「よい加減」による最終決定:
-
変動への対応: EIQデータは常に変動するため、数学的な正確さのみで数値を固定することは不可能です。
-
実務的判断: 最終的な設備規模は、建物の有効スペースや将来の拡張性、運用上の余裕度(バッファ)を考慮し、EIQ法の原則である「よい加減」に決定することが推奨されます。
-
Ⅸ レイアウト図
パレット寸法を1200x1200とする。〔仮定10〕
パレット ・ フロー ・ ラツク 5列x1段x37間口
Ⅹ 代案
-
レイアウト案の多様性: 提示された図面はあくまで一例であり、パレット間口を向かい合わせにする配置や、既存建物の形状・柱位置といった制約条件に合わせた柔軟な設計が可能です。
-
自動化設備との組み合わせ:
-
リザーブ(補管)の自動化: 山積み保管の代わりに「立体自動倉庫」を採用し、パレット・フローラック(動管)と組み合わせる高度な構成が可能です。
-
ピッキングの自動化: パレット・フローラックの代わりに、立体自動倉庫の側面から直接ケース・ピッキングを行うシステムも検討できます。
-
-
自動化のメリット: 立体自動倉庫を活用することで、パレット単位の出荷作業や、ピッキングエリアへのパレット補給を自動化できる効率的なシステムが構築できます。
XI. 運用方法
ピッキング手法と運用
-
シングル・ピッキングの採用: EQ-PCB分析(表11)の結果、1軒あたりの注文量が多く、かつ出荷種類が少ない特性(小品種多量出荷)が判明しました。この特性に基づき、1顧客分をまとめてピッキングする「シングル・ピッキング(摘み取り方式)」が最も効率的であると判断されます。
-
顧客別の注文特性: 全12軒のうち8軒が、パレット単位とケース単位の両方を組み合わせて注文しています。
-
運用プロセスの流れ:
-
パレット注文: 山積み保管されている「補管(リザーブエリア)」から直接取り出します。
-
ケース注文: 「動管(パレット・フローラック)」からピッキング作業を行います。
-
出荷準備: 最終的に「出荷仮置場」において、これらを客先(顧客)ごとに集約して出荷待ちの状態にします。
-
ⅩⅡ 代案
システム代案の比較と評価
-
基本システムと代案の構成: EIQ分析結果に基づく「原案(基本システム)」に対し、実務で用いられる以下の2つの代案が提示されています。
-
代案1: すべてを「山積み保管」とし、そこから直接パレットおよびケースのピッキングを行う。
-
代案2: 「山積み保管」を基本とし、パレットはシングル・ピッキング、ケースはパレットごと仮置場へ運んだ後に「仕分け(種まき方式)」を行う。
-
-
規模による評価の差異:
-
例題EX0のような小規模なケースでは、原案・代案のいずれを用いても作業性に大きな差は出ません。
-
しかし、品目数(種類数)や出荷量が増大するほど、各手法の良否(効率の差)が明確に現れます。
-
-
生産性の視点による優先順位: 物流現場の生産性を基準とした場合、望ましい順位は以下の通りです。
-
第1位:原案(山積み補管 + パレット・フローラック動管)
-
第2位:代案2(パレット搬送後の仮置場仕分け)
-
第3位:代案1(すべて山積みからの直接ピッキング)
-